南昌PFMEA检测工具
失效原因为:焊膏缺陷——粘度低、被氧化等,频度为5,检测难度为5,风险指数RPN为125。现行控制措施使用能抑制焊料球产生的焊膏,装配前检测焊膏品质。助焊剂缺陷——活性降低,频度为3,检测难度为6,风险指数RPN为90。模板缺陷——开孔尺寸不当焊盘过大等,频度为5,检测难度为4,其风险指数RPN为100。回流温度曲线设置不当,频度为7,检测难度为5,风险指数RPN为175。现行控制措施:调整回流焊温度曲线使之与使用焊膏特性相适应。PFMEA需要考虑到不同的沟通和协作方式,以确保有效的团队合作和知识共享。南昌PFMEA检测工具
“潜在的失效模式”:是指过程可能发生的不满足过程要求或设计意图的形式或问题点,是对某具体工序不符合要求的描述。它可能是引起下一道工序的潜在失效模式,也可能是上一道工序失效模式的后果。典型的失效模式包括断裂、变形、安装调试不当等;“失效后果”:是指失效模式对产品质量和顾客可能引发的不良影响,根据顾客可能注意到或经历的情况来描述失效后果,对使用者来说,失效的后果应一律用产品或系统的性能来阐述,如噪声、异味、不起作用等;成都PFMEA分析衍生PFMEA需要团队的创新思维和改进意识。

立片主要发生在小的矩形片式元件(如贴片电阻、电容)回流焊接过程中。引起这种现象的主要原因是元件两端受热不均匀,焊膏熔化有先后所致。失效后果:导致开路,引发电路故障,会使系统或整机丧失主要功能,严重度评定为7。现有故障检测方法:人工目视检测。失效原因分别为:贴片精度不够:频度为3,检测难度为5,风险指数RPN为105。回流焊接预热温度较低,预热时间较短:频度为5,检测难度为4,其风险指数RPN为140。现行控制措施:适当提高预热温度,延长预热时间。焊膏印刷过厚,频度为5,检测难度为5,风险指数RPN为175。现行控制措施:针对不同的器件选用适当厚度的丝印模板。
功能分析是根据功能和要求展开的,在功能分析和随后的失效时,建议按“三分三合”的方式来展开分析:三分:一个功能可能有多个要求,分析时每个要求要分开列出;一个要求可能有多个失效模式,分析时每个失效模式要分开列出;一个失效模式可能有多个失效原因,分析时每个失效原因要分开列出。三合:一个失效模式可能有多个失效后果,分析时所有失效后果都要合并列出;一个失效原因可能有多个预防控制措施,分析时所有预防控制措施都要合并列出;一个失效原因可能有多个探测控制措施,分析时所有探测控制措施都要合并列出。PFMEA可以帮助制造商提高产品或过程的可靠性和一致性。
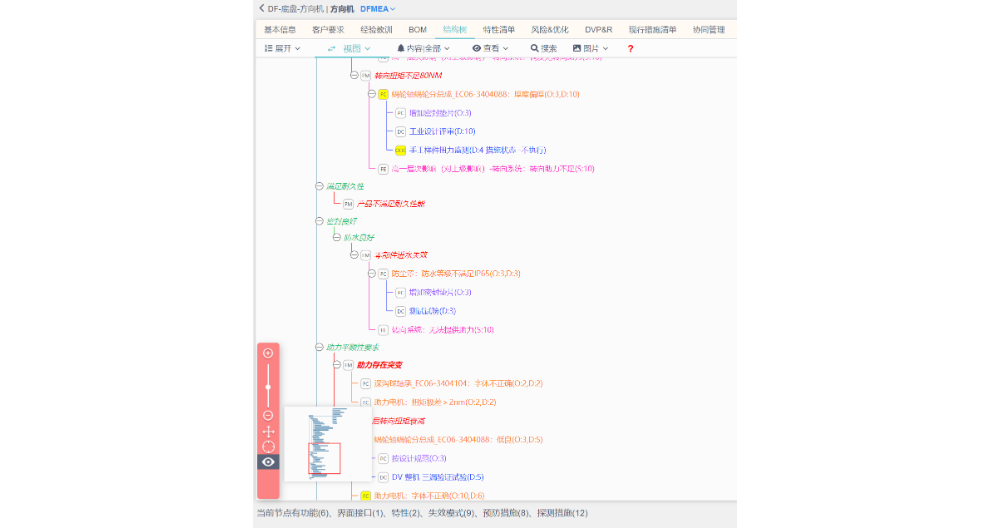
PFMEA失效分析,是基于功能和要求识别失效模式,再围绕失效模式展开做因果分析,通过失效模式去找后果,再通过失效模式寻找原因。PFMEA风险分析,是基于当前已有的预防和探测控制措施,利用严重度、发生度、探测度去评价风险。PFMEA优化(改进),就是基于风险分析,针对高风险项提出进一步降低风险的建议措施,建议措施一定要验证有效后才可以得到正式实施。所以当前控制措施、建议措施和已采取措施之间的区别,大家一定要搞得清楚。基于细化到基本操作的过程流程图(PFD)所做的功能分析实际上是呈现所分析的操作的功能和要求。PFMEA需要制造商对产品或过程的所有方面进行仔细分析和评估。成都PFMEA分析衍生
PFMEA可以帮助制造商降低生产成本和废品率。南昌PFMEA检测工具
“失效的原因/机理”:是指失效是怎么发生的,并依据可以纠正或控制的原则来描述,针对每一个潜在的失效模式在尽可能广的范围内,列出每个可以想到的失效起因,如果起因对失效模式来说是一定的,那么考虑过程就完成了。否则,还要在众多的起因中分析出根本原因,以便针对那些相关的因素采取纠正措施,典型的失效起因包括:焊接不正确、润滑不当、零件装错等;“建议采取的措施”:是为了减少风险发生的严重性、可能性或不易探测性数值而制定的应对方案,包括行动计划或措施、责任人、可能需要的资源和完成日期等。当失效模式排出先后次序后应首先对排在其前面的风险事件或严重性高的事件采取纠正措施,任何建议措施的目的都是为了阻止其发生,或减少发生后的影响和损失;南昌PFMEA检测工具