南昌机床立式加工中心
工作台是立式加工中心的重要部件,主要用于安装工件和夹具,实现工件的自动装夹和定位。工作台的结构形式有固定工作台和移动工作台两种。固定工作台是指工作台与床身为一体式结构,适用于小型立式加工中心;移动工作台是指工作台可以沿X轴、Y轴、Z轴方向移动,适用于大型立式加工中心。工作台的移动由数控系统控制,可以实现多轴联动,满足复杂零件的加工要求。刀库是立式加工中心的关键部件,主要用于存放刀具。刀库的结构形式有直线刀库和圆盘刀库两种。直线刀库是指刀具沿直线排列,适用于小型立式加工中心;圆盘刀库是指刀具沿圆周排列,适用于大型立式加工中心。刀库的容量根据加工中心的规格和要求而定,一般从几把到几十把不等。刀库的换刀动作由数控系统控制,可以实现快速换刀,提高加工效率。在启动立式加工中心之前,要检查安全门是否关闭,确保操作人员的安全。南昌机床立式加工中心
刀具尺寸对加工精度和表面质量具有重要影响。在选择立式加工中心刀具时,应根据加工零件的尺寸和精度要求选择合适的刀具尺寸。常用的刀具尺寸有直径、长度、齿数等。直径和长度的选择主要根据加工零件的尺寸和刀具的切削范围来确定;齿数的选择主要根据加工零件的精度要求来确定。一般来说,齿数越多,加工精度越高,但切削速度越低。刀具寿命是指刀具在正常使用条件下,能够完成一定工作量而不失效的时间。在选择立式加工中心刀具时,应考虑刀具的寿命。一般来说,刀具寿命与刀具材料、刀具形状、刀具尺寸、切削参数等因素有关。在选择刀具时,应综合考虑这些因素,选择具有较高寿命的刀具。陕西自动化立式加工中心使用专业清洁剂对立式加工中心进行清洁,避免使用含有腐蚀性物质的清洁剂。
立式加工中心的冷却系统主要包括冷却液箱、冷却泵、过滤器、管路、喷嘴等部件。冷却液箱用于存放冷却液,冷却泵用于将冷却液从冷却液箱中抽出并输送到机床各部件,过滤器用于过滤冷却液中的杂质,管路用于连接冷却系统中的各个部件,喷嘴用于将冷却液喷射到机床各部件上。立式加工中心的冷却系统工作原理是:冷却泵将冷却液从冷却液箱中抽出,经过过滤器过滤掉杂质后,通过管路输送到机床各部件。喷嘴将冷却液喷射到机床各部件上,将热量带走,降低温度。冷却后的冷却液再次回到冷却液箱中,形成一个循环。在这个过程中,冷却系统会根据机床的工作状态和温度变化,自动调节冷却液的流量和温度,以保证机床在适宜的温度范围内运行。
刀具和夹具的选择对立式加工中心的寿命有很大影响。选择合适的刀具和夹具,可以减少刀具磨损,延长设备使用寿命。刀具和夹具的选择主要包括以下几个方面——刀具材料:刀具材料对刀具磨损有很大影响。在选择刀具材料时,应综合考虑工件材料、切削参数等因素,选择合适的刀具材料。一般来说,硬质合金刀具具有较高的耐磨性和较长的使用寿命。刀具类型:根据加工要求和工件材料,选择合适的刀具类型。例如,对于硬度较高的工件材料,可以选择涂层刀具或陶瓷刀具;对于高速切削加工,可以选择金刚石刀具等。夹具:选择合适的夹具,可以提高加工精度和稳定性,减少刀具磨损。在选择夹具时,应综合考虑工件形状、尺寸、重量等因素,选择合适的夹具类型和规格。立式加工中心具有很强的适应性和灵活性,可以根据不同的加工需求进行配置和调整。
立式加工中心主轴速度的选择——主轴速度是指立式加工中心主轴在单位时间内旋转的圈数,通常用每分钟转数(RPM)表示。主轴速度的选择主要取决于以下因素:加工材料的性质:不同的材料具有不同的硬度、韧性和切削性能。一般来说,硬质材料需要较高的主轴速度,而软质材料需要较低的主轴速度。例如,对于铝合金等较软的材料,可以选择较高的主轴速度,如6000-8000 RPM;而对于钢材等较硬的材料,可以选择较低的主轴速度,如2000-4000 RPM。加工精度的要求:加工精度要求越高,主轴速度应越低。因为高速旋转的主轴容易产生振动,影响加工精度。因此,在保证加工质量的前提下,应尽量选择较低的主轴速度。加工表面粗糙度的要求:加工表面粗糙度要求越高,主轴速度应越低。因为高速旋转的主轴容易产生热量,导致工件表面的热变形,影响表面粗糙度。因此,在保证加工质量的前提下,应尽量选择较低的主轴速度。检测装置是立式加工中心的辅助部件,主要用于检测机床的运动状态和加工过程。郑州低成本立式加工中心
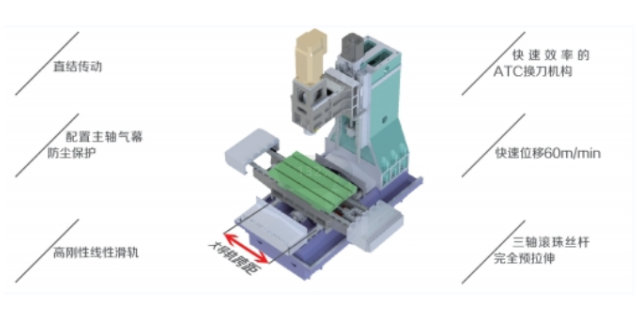
立式加工中心采用三轴或多轴联动,可以实现一次装夹完成多个面的加工,提高了生产效率。南昌机床立式加工中心
切削参数的选择对立式加工中心的寿命有很大影响。合理选择切削参数,可以减少刀具磨损,延长设备使用寿命。切削参数的选择主要包括以下几个方面——切削速度:切削速度是影响刀具磨损的重要因素。在选择切削速度时,应综合考虑刀具材料、工件材料、切削深度等因素,选择合适的切削速度。一般来说,切削速度越高,刀具磨损越快。因此,在保证加工质量的前提下,应尽量选择较低的切削速度。进给速度:进给速度对刀具磨损也有一定影响。在选择进给速度时,应综合考虑刀具材料、工件材料、切削深度等因素,选择合适的进给速度。一般来说,进给速度越高,刀具磨损越快。因此,在保证加工质量的前提下,应尽量选择较低的进给速度。切削深度:切削深度对刀具磨损有很大影响。在选择切削深度时,应综合考虑刀具材料、工件材料、切削速度等因素,选择合适的切削深度。一般来说,切削深度越大,刀具磨损越快。因此,在保证加工质量的前提下,应尽量选择较小的切削深度。南昌机床立式加工中心
上一篇: 没有了
下一篇: 南昌多功能立式加工中心